
કાપડ ઉદ્યોગ માટે ફેક્ટરી સપ્લાય ઓટોમેટિક ચેમ્બર ફિલ્ટર પ્રેસ



✧ ઉત્પાદન સુવિધાઓ
A. ગાળણનું દબાણ<0.5Mpa
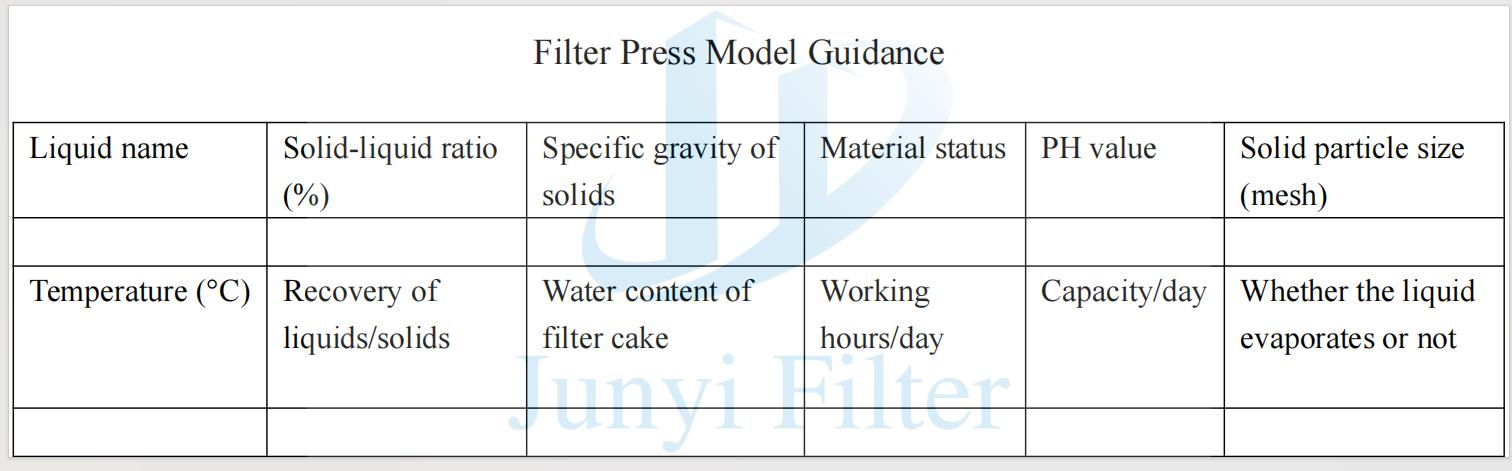
B. ગાળણનું તાપમાન: 45℃/રૂમનું તાપમાન;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.
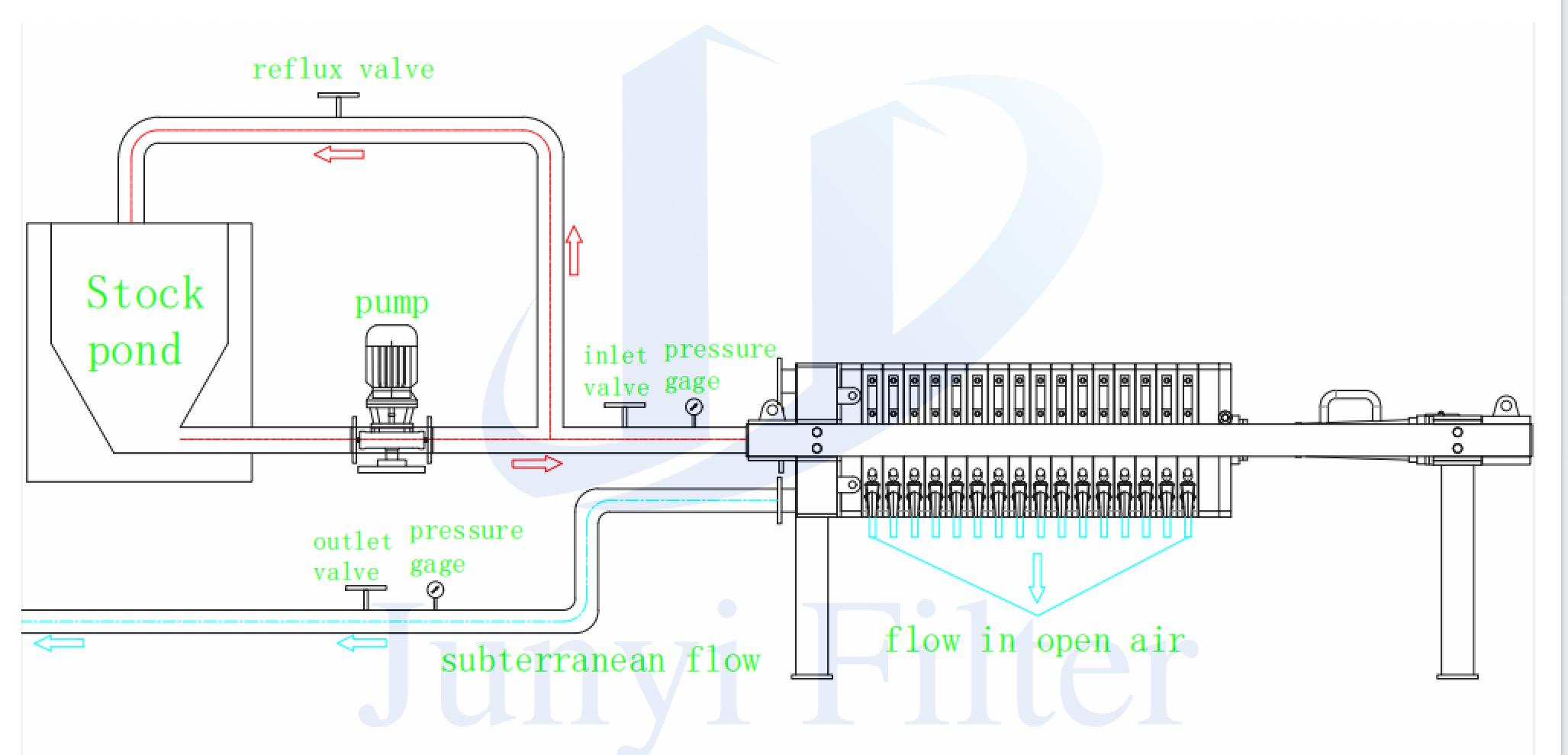
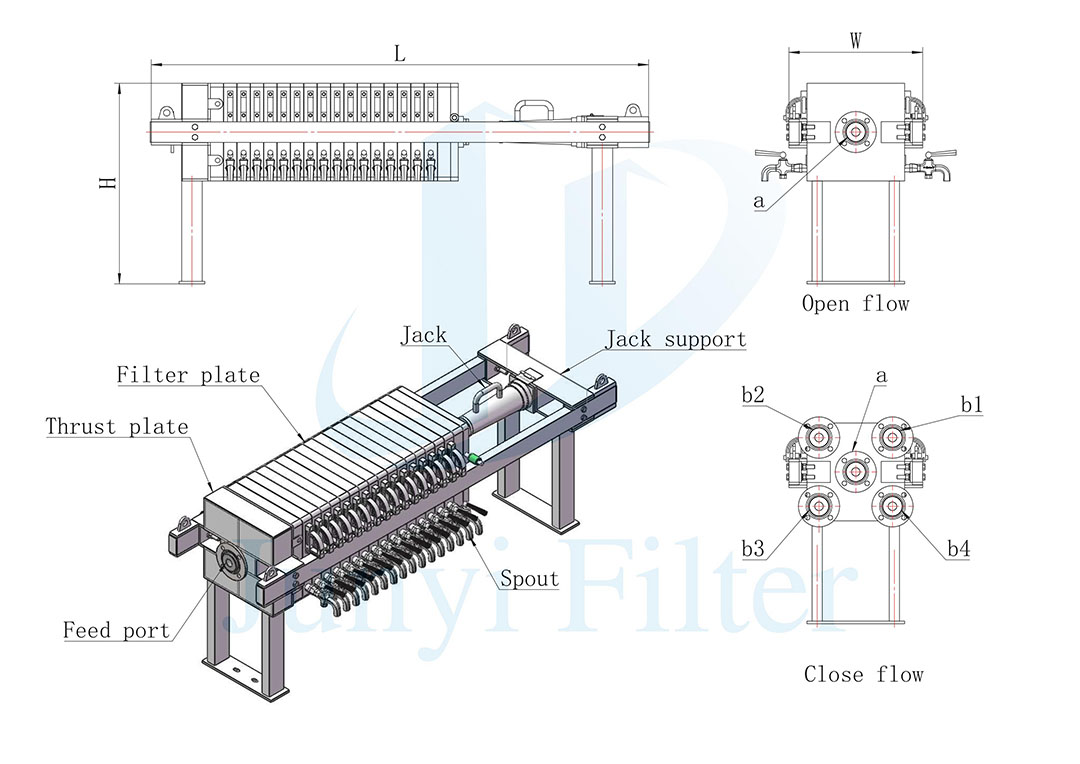
સી-1.ડિસ્ચાર્જ પદ્ધતિ - ખુલ્લો પ્રવાહ: દરેક ફિલ્ટર પ્લેટની ડાબી અને જમણી બાજુએ નીચે નળ સ્થાપિત કરવાની જરૂર છે, અને મેચિંગ સિંક.ખુલ્લા પ્રવાહનો ઉપયોગ પ્રવાહી માટે થાય છે જે પુનઃપ્રાપ્ત થયા નથી.
સી-2.લિક્વિડ ડિસ્ચાર્જ પદ્ધતિ ક્લોઝ ફ્લો: ફિલ્ટર પ્રેસના ફીડ એન્ડ હેઠળ, બે ક્લોઝ ફ્લો આઉટલેટ મુખ્ય પાઈપો છે, જે લિક્વિડ રિકવરી ટાંકી સાથે જોડાયેલા છે.જો પ્રવાહીને પુનઃપ્રાપ્ત કરવાની જરૂર હોય, અથવા જો પ્રવાહી અસ્થિર, દુર્ગંધયુક્ત, જ્વલનશીલ અને વિસ્ફોટક હોય, તો શ્યામ પ્રવાહનો ઉપયોગ કરવામાં આવે છે.
ડી-1.ફિલ્ટર કાપડની સામગ્રીની પસંદગી: પ્રવાહીનું pH ફિલ્ટર કાપડની સામગ્રી નક્કી કરે છે.PH1-5 એસિડિક પોલિએસ્ટર ફિલ્ટર કાપડ છે, PH8-14 આલ્કલાઇન પોલીપ્રોપીલિન ફિલ્ટર કાપડ છે.ટ્વીલ ફિલ્ટર કાપડ પસંદ કરવા માટે ચીકણું પ્રવાહી અથવા ઘન પસંદ કરવામાં આવે છે, અને બિન-ચીકણું પ્રવાહી અથવા ઘન સાદા ફિલ્ટર કાપડને પસંદ કરવામાં આવે છે.
ડી-2.ફિલ્ટર કાપડ મેશની પસંદગી: પ્રવાહીને અલગ કરવામાં આવે છે, અને અનુરૂપ મેશ નંબર વિવિધ ઘન કણોના કદ માટે પસંદ કરવામાં આવે છે.ફિલ્ટર કાપડ મેશ રેન્જ 100-1000 મેશ.માઇક્રોનથી મેશ કન્વર્ઝન (1UM = 15,000 મેશ---સિદ્ધાંતમાં).
E. રેક સપાટી સારવાર: PH મૂલ્ય તટસ્થ અથવા નબળા એસિડ આધાર;ફિલ્ટર પ્રેસ ફ્રેમની સપાટીને પહેલા સેન્ડબ્લાસ્ટ કરવામાં આવે છે, અને પછી પ્રાઈમર અને એન્ટી-કાટ પેઇન્ટથી છાંટવામાં આવે છે.PH મૂલ્ય મજબૂત એસિડ અથવા મજબૂત આલ્કલાઇન છે, ફિલ્ટર પ્રેસ ફ્રેમની સપાટી સેન્ડબ્લાસ્ટેડ છે, પ્રાઇમર સાથે છાંટવામાં આવે છે, અને સપાટી સ્ટેનલેસ સ્ટીલ અથવા PP પ્લેટથી લપેટી છે.





✧ એપ્લિકેશન ઇન્ડસ્ટ્રીઝ
પેટ્રોલિયમ, રાસાયણિક, ફાર્માસ્યુટિકલ, ખાંડ, ખોરાક, કોલસો ધોવા, તેલ, છાપકામ અને રંગકામ, ઉકાળવા, સિરામિક્સ, ખાણકામ ધાતુશાસ્ત્ર, ગટરવ્યવસ્થા અને અન્ય ક્ષેત્રો.
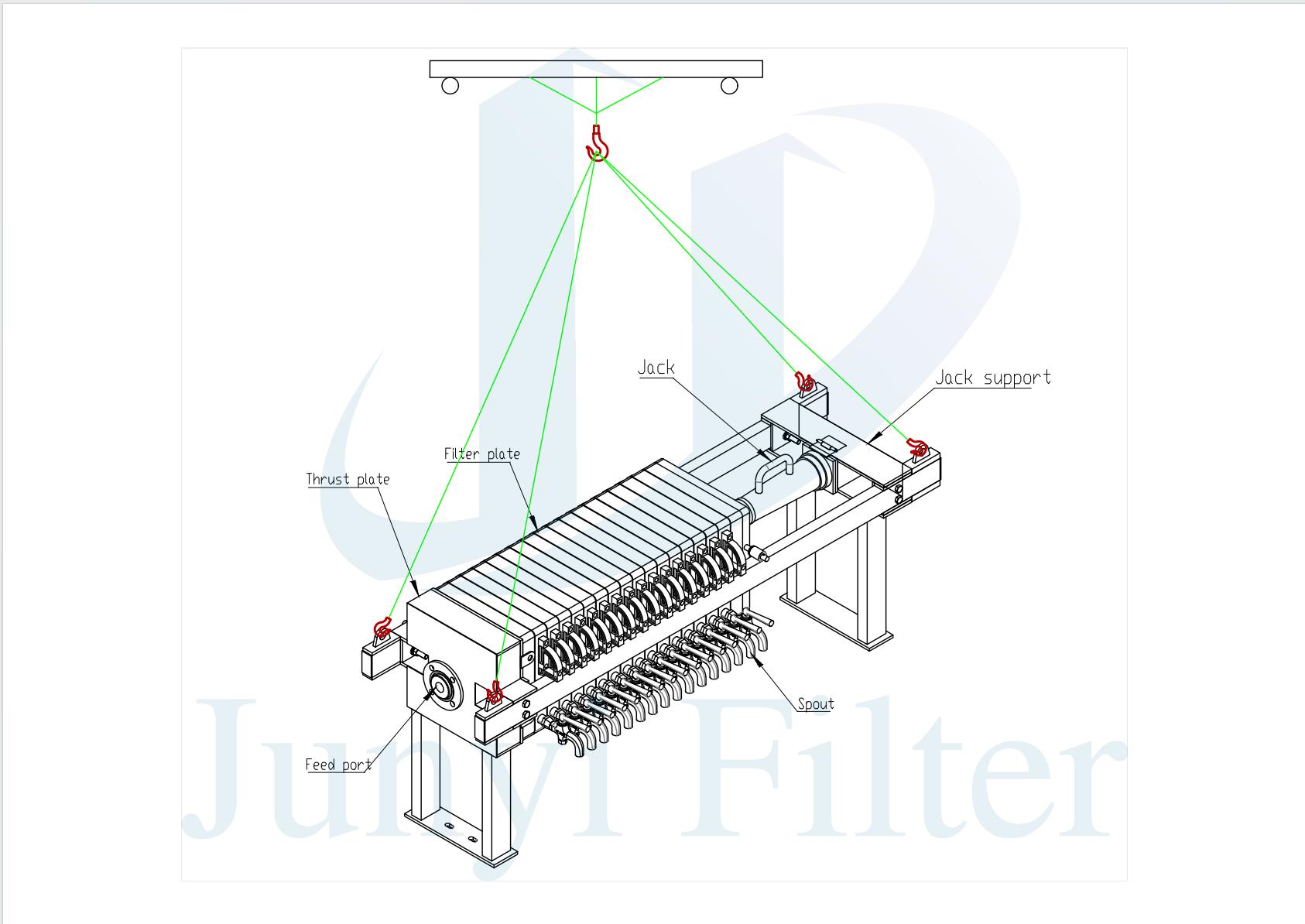
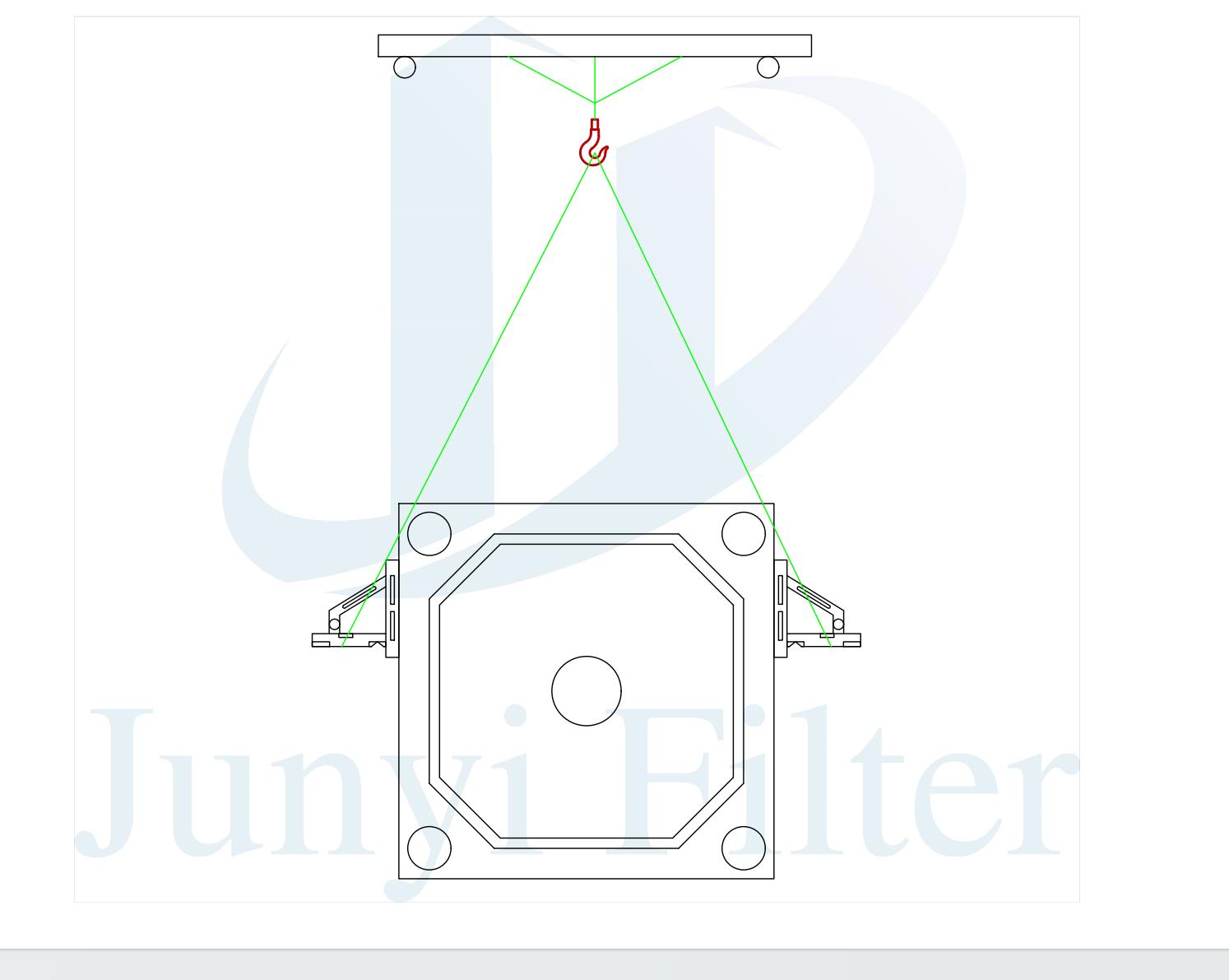
ફિલ્ટર પ્રેસ લિફ્ટિંગની યોજનાકીય રેખાકૃતિ
✧ફિલ્ટર પ્રેસ ઓપરેશન સ્પષ્ટીકરણ
1. પાઈપલાઈન કનેક્શન બનાવવા માટેની પ્રક્રિયાની આવશ્યકતાઓ અનુસાર, અને વોટર ઇનલેટ ટેસ્ટ કરો, પાઇપલાઇનની હવાની તંગતા શોધો;
2. ઇનપુટ પાવર સપ્લાય (3 તબક્કા + તટસ્થ) ના જોડાણ માટે, ઇલેક્ટ્રિક કંટ્રોલ કેબિનેટ માટે ગ્રાઉન્ડ વાયરનો ઉપયોગ કરવો શ્રેષ્ઠ છે;
3. નિયંત્રણ કેબિનેટ અને આસપાસના સાધનો વચ્ચેનું જોડાણ.કેટલાક વાયરો જોડાયેલા છે.કંટ્રોલ કેબિનેટના આઉટપુટ લાઇન ટર્મિનલ્સ લેબલ થયેલ છે.વાયરિંગ તપાસવા અને તેને કનેક્ટ કરવા માટે સર્કિટ ડાયાગ્રામનો સંદર્ભ લો.જો નિશ્ચિત ટર્મિનલમાં કોઈ ઢીલાપણું હોય, તો ફરીથી સંકુચિત કરો;
4. હાઇડ્રોલિક સ્ટેશનને 46 # હાઇડ્રોલિક તેલથી ભરો, હાઇડ્રોલિક તેલ ટાંકીની અવલોકન વિંડોમાં જોવું જોઈએ.જો ફિલ્ટર પ્રેસ સતત 240 કલાક ચાલે છે, તો હાઇડ્રોલિક તેલ બદલો અથવા ફિલ્ટર કરો;
5. સિલિન્ડર પ્રેશર ગેજની સ્થાપના.ઇન્સ્ટોલેશન દરમિયાન મેન્યુઅલ રોટેશન ટાળવા માટે રેંચનો ઉપયોગ કરો.પ્રેશર ગેજ અને ઓઇલ સિલિન્ડર વચ્ચેના જોડાણ પર ઓ-રિંગનો ઉપયોગ કરો;
6. જ્યારે પ્રથમ વખત ઓઇલ સિલિન્ડર ચાલે છે, ત્યારે હાઇડ્રોલિક સ્ટેશનની મોટરને ઘડિયાળની દિશામાં ફેરવવી જોઈએ (મોટર પર દર્શાવેલ).જ્યારે ઓઇલ સિલિન્ડરને આગળ ધકેલવામાં આવે છે, ત્યારે પ્રેશર ગેજ બેઝ દ્વારા હવાને ડિસ્ચાર્જ કરવી જોઈએ, અને તેલ સિલિન્ડરને વારંવાર આગળ અને પાછળ ધકેલવું જોઈએ (પ્રેશર ગેજની ઉપરની મર્યાદા દબાણ 10Mpa છે) અને હવાને એકસાથે છોડવી જોઈએ;
7. ફિલ્ટર પ્રેસ પ્રથમ વખત ચાલે છે, અનુક્રમે વિવિધ કાર્યો ચલાવવા માટે નિયંત્રણ કેબિનેટની મેન્યુઅલ સ્થિતિ પસંદ કરો;કાર્યો સામાન્ય થયા પછી, તમે સ્વચાલિત સ્થિતિ પસંદ કરી શકો છો;
8. ફિલ્ટર કાપડની સ્થાપના.ફિલ્ટર પ્રેસના ટ્રાયલ ઓપરેશન દરમિયાન, ફિલ્ટર પ્લેટ અગાઉથી ફિલ્ટર કાપડથી સજ્જ હોવી જોઈએ.ફિલ્ટર પ્લેટ પર ફિલ્ટર કાપડ સ્થાપિત કરો તેની ખાતરી કરવા માટે કે ફિલ્ટર કાપડ સપાટ છે અને તેમાં કોઈ ક્રિઝ અથવા ઓવરલેપ નથી.ફિલ્ટર કાપડ સપાટ છે તેની ખાતરી કરવા માટે ફિલ્ટર પ્લેટને મેન્યુઅલી દબાણ કરો.
9. ફિલ્ટર પ્રેસના ઓપરેશન દરમિયાન, જો કોઈ અકસ્માત થાય, તો ઓપરેટર કટોકટી સ્ટોપ બટન દબાવશે અથવા કટોકટી દોરડું ખેંચે છે;
સંબંધિત વસ્તુઓ
-

ફેક્ટરી સપ્લાય નાની મેન્યુઅલ વોટર ટ્રીટમેન્ટ કીડી...
✧ ઉત્પાદન સુવિધાઓ A、ફિલ્ટરેશન પ્રેશર、0.5Mpa B、ફિલ્ટરેશન તાપમાન:45℃/રૂમનું તાપમાન;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.સી -1ખુલ્લા પ્રવાહનો ઉપયોગ થાય છે...
-

નાના મેન્યુઅલ જેક ફિલ્ટર પ્રેસ
✧ ઉત્પાદન સુવિધાઓ A、ફિલ્ટરેશન પ્રેશર、0.5Mpa B、ફિલ્ટરેશન તાપમાન:45℃/રૂમનું તાપમાન;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.સી -1ખુલ્લા પ્રવાહનો ઉપયોગ થાય છે...
-

ઓટોમેટિક ઓઈલ ફિલ્ટર પ્રેસ મશીન કુકિંગ ઓઈલ...
✧ ઉત્પાદનની વિશેષતાઓ A. ફિલ્ટરેશન પ્રેશર<0.5Mpa B. ફિલ્ટરેશન તાપમાન: 45℃/ રૂમનું તાપમાન;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.સી-1.ડિસ્ચાર્જ પદ્ધતિ - ખુલ્લો પ્રવાહ: દરેક ફિલ્ટર પ્લેટની ડાબી અને જમણી બાજુએ નીચે નળ સ્થાપિત કરવાની જરૂર છે, અને મેચિંગ સિંક.ખુલ્લા પ્રવાહનો ઉપયોગ...
-

ઓટોમેટિક ઓઈલ ચેમ્બર ફિલ્ટર પ્રેસ સાધનો માટે...
✧ ઉત્પાદનની વિશેષતાઓ A. ફિલ્ટરેશન પ્રેશર<0.5Mpa B. ફિલ્ટરેશન તાપમાન: 45℃/ રૂમનું તાપમાન;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.સી-1.ડિસ્ચાર્જ પદ્ધતિ - ખુલ્લો પ્રવાહ: દરેક ફિલ્ટર પ્લેટની ડાબી અને જમણી બાજુએ નીચે નળ સ્થાપિત કરવાની જરૂર છે, અને મેચિંગ સિંક.ખુલ્લા પ્રવાહનો ઉપયોગ થાય છે...
-

પ્રોગ્રામ કરેલ ઓટોમેટિક પુલિંગ પ્લેટ ચેમ્બર ફિલ્ટ...
✧ ઉત્પાદનની વિશેષતાઓ A. ફિલ્ટરેશન પ્રેશર<0.5Mpa B. ફિલ્ટરેશન તાપમાન: 45℃/ રૂમનું તાપમાન;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.સી-1.ડિસ્ચાર્જ પદ્ધતિ - ખુલ્લો પ્રવાહ: દરેક ફિલ્ટર પ્લેટની ડાબી અને જમણી બાજુએ નીચે નળ સ્થાપિત કરવાની જરૂર છે, અને મેચિંગ સિંક.ખુલ્લા પ્રવાહનો ઉપયોગ આ માટે થાય છે...
-

નાની મેન્યુઅલ વોટર ટ્રીટમેન્ટ એન્ટિકોરોસીવ ફિલ્ટ...
aફિલ્ટરેશન પ્રેશર ~0.5Mpa b.ગાળણનું તાપમાન: 45℃/ ઓરડાના તાપમાને;80℃/ ઉચ્ચ તાપમાન;100℃/ ઉચ્ચ તાપમાન.વિવિધ તાપમાન ઉત્પાદન ફિલ્ટર પ્લેટોના કાચા માલનો ગુણોત્તર સમાન નથી, અને ફિલ્ટર પ્લેટોની જાડાઈ સમાન નથી.c-1.ડિસ્ચાર્જ પદ્ધતિ - ખુલ્લો પ્રવાહ: દરેક ફિલ્ટર પ્લેટની ડાબી અને જમણી બાજુએ નીચે નળ સ્થાપિત કરવાની જરૂર છે, અને એક મા...





